- فرآیند شاو یک فرآیند کلیدی برای ریخته گری دقیق فلزات
- تجربه یک مهندس ژاپنی از استفاده از Shaw Process
- مقایسه انواع روش های تولید پروانه پمپ گریز از مرکز با فرآیند ریخته گری Shaw
- مقایسه انواع روش های تولید در مقایسه با فرآیند Shaw جهت ریخته گری پروانه پمپ گریز از مرکز
- بهبود خواص مکانیکی ماهیچه خام سرامیکی بر پایه اتیل سیلیکات جهت ریخته گری دقیق فلزات
- تضمین کیفیت در تولید ریخته گری فولادها
- دقت قطعات ریخته گری در قالب های سرامیکی
- انواع قالب گیری سرامیکی ترکیبی در ریخته گری دقیق به روش شاو
- انواع روش های تولید پروانه پمپ گریز از مرکز
- انواع روش های تولید قطعات توسط بایندرهای سرامیک پایه الکل و کاربردهای آن

آخرین مطالب
امکانات وب
مقدمه
روش شاو برای ریخته گری دقیق در قالب های سرامیکی استفاده می شود. این روش در انگلستان (در سال 1951) توسط دو برادر به نام های نوئل و کلیفورد شاو به ثبت رسید و به سرعت در خارج از انگلستان کاربرد وسیعی یافت.
قالب سرامیکی شاو با صافی سطح بسیار خوب، پایداری ابعادی بالا، مقاومت در برابر شوک های حرارتی شناخته می شود. همچنین در هنگام ریختن، انجماد و سرد شدن قطعات ریخته گری هیچ گازی از خود ساطع نمی کند. خواص فوق، امکان تولید قطعات با دقت ابعادی بالا و صافی سطح اولیه خوب را فراهم می کند. این امر، روش شاو را در کنار سایر روش های ریخته گری، پرچم دار روش های ریخته گری دقیق قرار می دهد.
در این روش ژل سرامیکی با ترکیب مواد نسوز ریزدانه و چسب اتیل سیلیکات به عنوان چسبنده به همراه عامل ژل ساز تشکیل می شود. در طول سخت شدن (انجماد)، ماسه قالب گیری از حالت مایع به حالت جامد تغییر فاز می دهد. سپس خاصیت ارتجاعی و انعطاف پذیری بالایی از خود نشان می دهد که شبیه به لاستیک سخت است. این ژل امکان جدا کردن مدل را بدون ایجاد تغییر شکل قالب، حتی در مورد مدلهای بدون شیب ریختهگری یا با شیب جزئی در جهت مخالف، ممکن میسازد. در عین حال، مواد قالب گیری دارای استحکام کافی برای انجام عملیات انتقال، چرخش و قرار دادن قالب می باشد.
تثبیت کامل قالب سرامیکی شامل حذف الکل، آب و سایر مواد فرار از ژل است. برای این منظور، قالب را جهت سوزاندن الکل آتش زده و سپس آن را در کوره آنیل می کنند. قالب تهیه شده آماده ذوب ریزی است. در قالب سرد یا گرم امکان ذوب ریزی وجود دارد.
شبکه ای از ریز ترک ها در قالب طی سوزاندن اولیه الکل و تبخیر آب در قالب های ساخته شده با روش شاو ایجاد می شود. این پدیده سینرژی یا هم افزایی نامیده می شود. ترک های ایجاد شده به قدری کوچک هستند که مذاب به دیواره حفره قالب نفود نمی کند. علاوه بر این از دقت بالا و تکرارپذیری ابعادی خوبی برخوردار است. ریزترک ها نفوذپذیری 15 تا 20 درصد را به قالب می دهند که برای خروج گاز کافی است. لازم به ذکر است که مواد قالب سرامیکی در حین ریخته گری گاز تولید نمی کنند.
انواع قالب های ترکیبی به روش شاو
با توجه به گران بودن سرامیک و چسب مورد استفاده در ریخته گری دقیق نیازمند به کارگیری روش هایی برای ساخت قالب ترکیبی به جهت کاهش هزینه و افزایش بهره وری هستیم. بهترین گزینه برای رسیدن به این هدف استفاده از روش شاو برای ساخت قالب سرامیکی و ماهیچه می باشد. قالب های شاو تنها قالب هایی هستند که با پیش گرم و بدون پیش گرم قابلیت ریخته گری دقیق را با قالب های سنتی فراهم می کند. در این مطلب انواع روش های ساخت قالب ترکیبی سرامیکی به روش شاو را ارائه می دهیم.
الف) قالب یکنواخت سرامیکی - قالب سرامیکی که فقط از پودر سرامیک خالص به جهت ساخت قالب استفاده می شود. به جهت استحکام بخشی و کاهش مصرف چسب می توان از مواد پرکننده سرامیکی هم در پودر سرامیک، استفاده کرد. این روش برای قالب های کوچک و متوسط در تعداد کم مناسب می باشد. در این حالت معمولا صفحه مدل چسبیده به مدل است.
ب) قالب دو لایه سرامیک و پشت قالب ارزان - قالب سرامیکی ساخته شده از دو جرم مختلف شاو و ماسه پشتیبان ارزان قیمت تولید می شود. در این حالت از یک مدل برای هر طرف استفاده می شود. در این حالت می توان از مدل های ریخته گری معمولی به سطوح با کیفیت ریخته گری دقیق دست یافت. مزیت اصلی روش شاو نسبت به فرآیند موم یا فوم فداشونده، عدم نیاز به قالب تزریق و کاهش هزینه ها می باشد. قالب های بلوکی دو لایه در دو مرحله ساخته می شوند. ابتدا دوغاب سرامیکی روی مدل ریخته و تثبیت می شود. سپس یک لایه پشتیبان پرکننده از مواد ارزان تر پس از تثبیت دوغاب سرامیکی پشت آن را پر می کند. این روش برای ریخته گری قطعات سطحی که سطوح بسیار ظریف و پیچیده دارند مانند مجسمه های هنری استفاده می شود.
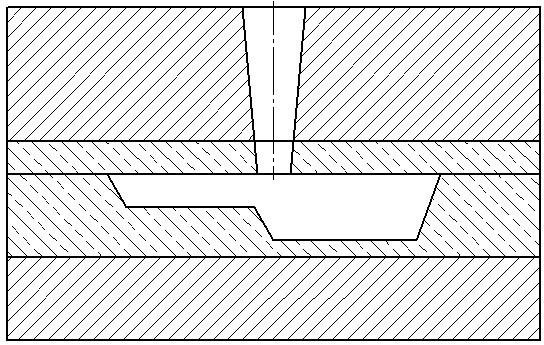
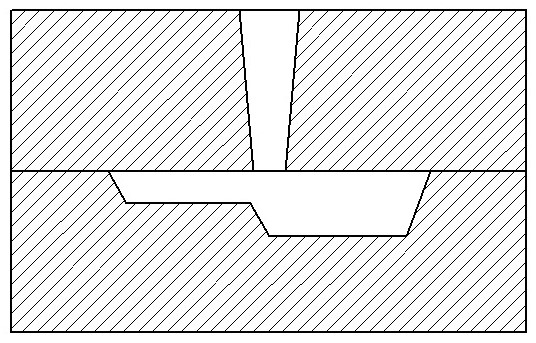
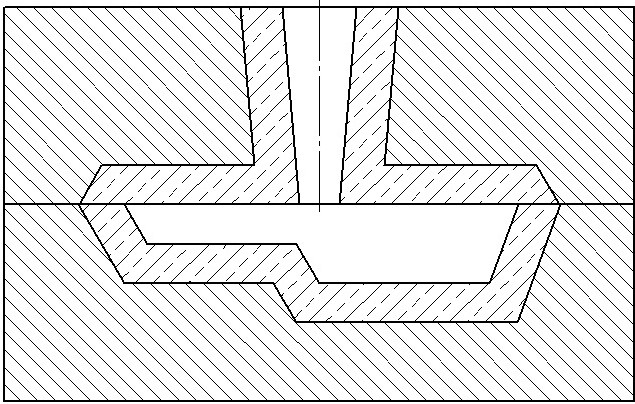
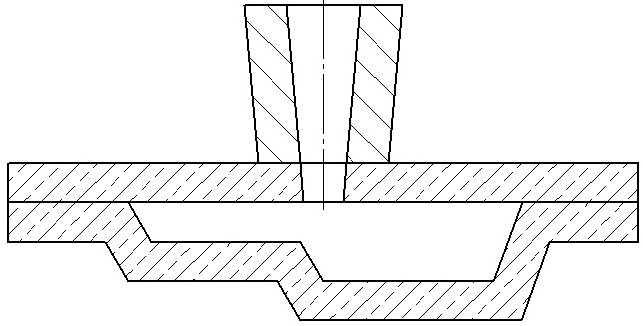
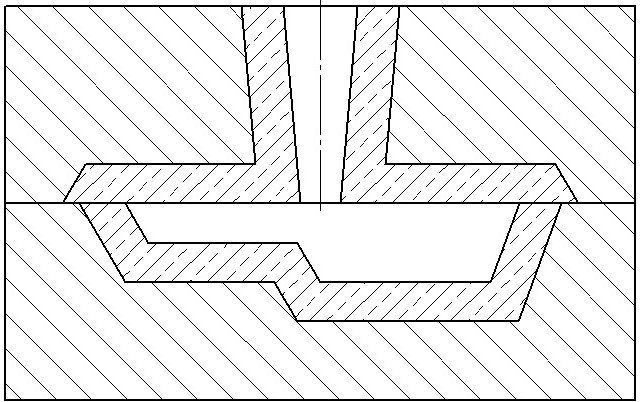
ج) قالب ترکیبی شاو - قالبی که سرامیک توسط ماسه پشتیبان احاطه شده است. در این حالت نیاز به دو مدل برای هر طرف می باشد. یک مدل اصلی و یک مدل برای ماسه پشتیبان. با وجود هزینه بیشتر مدل سازی، امکان استفاده از مواد ارزان قیمت برای ساخت مدل وجود دارد. معمولا برای قسمت های داخلی قطعات که حساسیت بیشتری داشته و امکان ماشین کاری در آنها وجود ندارد، از ماهیچه سرامیکی استفاده می شود. قسمت های بیرونی قطعات که امکان ماشین کاری و انجام فرآیندهای اصلاحی وجود دارد، با قالب ماسه ای ساخته می شود. اما باید توجه داشت که در صورت نیاز به پیش گرم قالب تا دمای بیش از 500 درجه می بایست از ماسه شاموت یا سایر ماسه های نسوز به جای سیلیلیس استفاده کرد. زیرا سیلیس در دمای 572 درجه سیلیسوس دچار استحاله فازی و انبساط حرارتی بسیار شدیدی خواهد شد. انتخاب نوع قالب گیری شاو بیشتر به شکل قطعه نهایی، تیراژ تولید و حساسیت های آن بستگی دارد. روش ترکیبی بیشتر در تیراژهای متوسط به بالا مناسب است. کاربرد اصلی این روش در تولید سری قطعات ریخته گری است. هنگام ساخت قالب های ترکیبی شاو، لایه سرامیکی هم به دلیل گرانی مواد و هم به دلیل احتمال ترک خوردن و تغییر شکل آن در هنگام پخت قالب باید تا حد امکان یکنواخت و نازک باشد. در این حالت باید سرعت پر شدن سرامیک در قالب پشتیان را در نظر داشت. ممکن است که قبل از پر شدن ژل سرامیک تثبیت شده و قالب کامل پر نشود. از طرف دیگر قالب باید به گونه ای باشد که امکان خروخ هوای دوغاب وجود داشته باشد. این موضوع در جعبه ماهیچه بیشتر اهمیت دارد.
د) قالب پوسته ای شاو - قالب پوسته سرامیکی ساخته شده به روش شاو. این قالب درست مثل ریخته گری دقیق پوسته ای می باش. منتهی با این تفاوت که در این حالت دیگر نیازی به تزریق موم یا فوم فنا شونده نمی باشد. با مدل های مورد استفاده در ریخته گری معمولی امکان قالب گیری با سرامیک دقیق وجود دارد. واضح است که قالب گیری در این حالت بسیار سریع تر و کم هزینه تر از روش ریخته گری دقیق investment می باشد.
ه) قالب فلز سرامیک شاو - در این حالت از قالب فلزی به عنوان پشتیبان استفاده می شود. پشتیبان فلزی برای تیراژ بالاتر مناسب است. با توجه به اختلاف انبساط حرارتی فلز و سرامیک باید توجه داشت که پخت و پیش گرم قالب ممکن است باعث شکستن قالب شود. شرکت های ریخته گری در نمونه های جدیدتر از سفال نیز به عنوان پشتیبان سرامیک استفاده کرده اند.
نکات قالب گیری به روش شاو
اساساً تمام مواد مدل سازی شناخته شده را می توان با روش شاو برای ریخته گری فلزات استفاده کرد. با این حال، مدل ها باید با دقت و دقیق ساخته شوند، و مخصوصاً سطوح آنها باید تا حد امکان صافی صطح خوبی داشته باشد. مواد مدل سازی را از نظر واکنش با مواد قالب، سهولت و دقت اجرا، قیمت، انعطاف و پایداری، را می توان به این ترتیب رتبه بندی کرد: برنج، فولاد، فولادهای آلیاژی، پلی استایرن، سیلیکون قالب گیری، رزین اپوکسی، چوب و گچ.
قبل از قالب گیری، مدل ها با یک لایه جداکننده پوشانده می شوند. علاوه براین اغلب توسط محلولی از موم دندان (یا موم زنبور عسل) در تتراکلرید کربن یا تری کلرواتیلن پس از تبخیر حلال، سطوح مدل را جلا می دهند. از عوامل ضد چسب در اسپری های آئروسل مانند اسپری سیلیکون نیز استفاده می شود.
عملیات مربوط به تهیه مایع دوغاب سرامیکی شاو و ساخت قالب می تواند به صورت دستی یا با استفاده از ماشین آلات انجام شود. در این حالت عملیات قالب گیری خودکار شده و سرعت کار بیشتر می شود. در انتها پس از قالب گیری، می بایست قالب بدست آمده کلسینه شود. ای کار در کوره با دمای 850 تا 1000 درجه سانتیگراد، به مدت تقریبی 3 تا 5 ساعت انجام می شود.
بعد از پخت می توان عملیات ریخته گری در قالب گرم (پیش گرم شده) یا سرد انجام می شود. در صورت پیش گرم قالب امکان پر کردن مقاطع نازکتر فراهم می شود. به دلیل جذب شدید رطوبت، قالب ها نباید بیش از این4 تا 6 ساعت نگه داری شوند. قالب هایی که برای مدت طولانی تری نگهداری می شوند باید قبل از ریختن در دمای بالا، در دمای 200 درجه سانتیگراد خشک و رطوبت زدایی شوند.
ماهیچه سرامیکی
فرآیند ساخت ماهیچه با استفاده از روش شاو مشابه فرآیند ساخت قالب است. منتهی در جعبه ماهچه باید مراقب محبوس شدن حباب بود. در ماهیچه های سرامیکی به دلیل اختلاف انبساط حرارتی بین فلز و سرامیک، نمی توان از قانجاق فلزی برای استحکام بخشی ماهیچه استفاده کرد. ماهیچه های سرامیکی شاو معمولا دارای ترک های ریز در سطح آن است که به خروج گاز کمک می کند. کاربرد بیشتر روش شاو در ساخت ماهیچه های سرامیکی دقیق و قرار دادن آن در قالب های ماسه ای است. با این کار سطوح داخلی که دسترسی کمتری دارند، کیفیت خوبی خواهند داشت. مثال آن هم پروانه های بسته مربوط به پمپ ها و کمپرسورها می باشد. برای پره های توربین معمولا از ماهیچه های سرامیکی تزریقی استفاده می شود که برای پروانه ها مقرون به صرفه نیستند. برای ساخت ماهیچه از روش unicast نیز برای تثبیت ژل سرامیک استفاده می شود. در این صورت در نبود ترک های ریز سطحی، کیفیت سطح بهتری خواهیم داشت.
+ نوشته شده در سه شنبه ۴ مهر ۱۴۰۲ ساعت 17:19 توسط میرسیدی |
انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 65