- فرآیند شاو یک فرآیند کلیدی برای ریخته گری دقیق فلزات
- تجربه یک مهندس ژاپنی از استفاده از Shaw Process
- مقایسه انواع روش های تولید پروانه پمپ گریز از مرکز با فرآیند ریخته گری Shaw
- مقایسه انواع روش های تولید در مقایسه با فرآیند Shaw جهت ریخته گری پروانه پمپ گریز از مرکز
- بهبود خواص مکانیکی ماهیچه خام سرامیکی بر پایه اتیل سیلیکات جهت ریخته گری دقیق فلزات
- تضمین کیفیت در تولید ریخته گری فولادها
- دقت قطعات ریخته گری در قالب های سرامیکی
- انواع قالب گیری سرامیکی ترکیبی در ریخته گری دقیق به روش شاو
- انواع روش های تولید پروانه پمپ گریز از مرکز
- انواع روش های تولید قطعات توسط بایندرهای سرامیک پایه الکل و کاربردهای آن

آخرین مطالب
امکانات وب
 مقدمهفرآیند'>فرآیند شاو نوعی روش ریخته گری دقیق است که به وسیله آن می توان به راحتی قطعاتی با صافی سطح عالی و ابعاد دقیق تولید کرد. قالب ساخته شده به این روش حاوی اتیل سیلیکات مایع می باشد. در این روش جهت قالب گیری از اتیل سیلیکات نسوز به جای سیلیس استفاده می شود. در این صورت از بروز مشکلاتی که سیلیس ممکن است به وجود بیاورد جلوگیری می شود. یکی از ویژگیهای این روش این است که در فرآیند تولید قالب نیاز به پخت با دمای بالا (عملیات پخت) است و از طریق پخت در دمای بالا میتوان قالبهای خنثی تولید کرد که میتوان انواع آلیاژهای آهنی و غیرآهنی را به طور رضایتبخشی در آن ریختهگری کرد. تا قبل از حضور دستگاه های CNC این روش به عنوان یکی از معتبرترین روش های تولید قطعات صنعتی با دقت بالا شناخته می شد. دانشمندان قبل از جنگ جهانی دوم متوجه شدند که استر سیلیکون را توان به عنوان چسب برای مواد نسوز نظامی استفاده کرد. از آن زمان به بعد مانند سایر روش های ریخته گری، چسب مورد استفاده و روش تولید قالب به طور گسترده توسعه یافت. بر این اساس، درخواست های ثبت اختراع زیادی وجود داشت و بسیاری از اطلاعات فنی توسط پتنت روش ریخته گری شاو به ثبت رسید. زمانی که کیفیت یا دقت ابعادی و تولید قطعات ریخته گری با عیوب کمتر نیاز است، استفاده از این روش ریخته گری ایده خوبی به نظر می رسد. در این مقاله سعی شده است تا عوامل مختلف در تولید قالبها و قطعات جهت ریخته گری چدن به روش شاو بررسی شود. می خواهیم در مورد فرآیند تولید چسب، مواد نسوز و ساخت قالب و همچنین مهندسی فلزات و ابعاد ریختهگری بیشتر بدانیم. کیفیت محصولات تولید به این روش به دقت مورد بررسی قرار خواهد گرفت.ماده قالب شامل پودر نسوز ریزدانه، چسب اتیل سیلیکات مایع، و انتقال حرارت در ریخته گری دقیق...
مقدمهفرآیند'>فرآیند شاو نوعی روش ریخته گری دقیق است که به وسیله آن می توان به راحتی قطعاتی با صافی سطح عالی و ابعاد دقیق تولید کرد. قالب ساخته شده به این روش حاوی اتیل سیلیکات مایع می باشد. در این روش جهت قالب گیری از اتیل سیلیکات نسوز به جای سیلیس استفاده می شود. در این صورت از بروز مشکلاتی که سیلیس ممکن است به وجود بیاورد جلوگیری می شود. یکی از ویژگیهای این روش این است که در فرآیند تولید قالب نیاز به پخت با دمای بالا (عملیات پخت) است و از طریق پخت در دمای بالا میتوان قالبهای خنثی تولید کرد که میتوان انواع آلیاژهای آهنی و غیرآهنی را به طور رضایتبخشی در آن ریختهگری کرد. تا قبل از حضور دستگاه های CNC این روش به عنوان یکی از معتبرترین روش های تولید قطعات صنعتی با دقت بالا شناخته می شد. دانشمندان قبل از جنگ جهانی دوم متوجه شدند که استر سیلیکون را توان به عنوان چسب برای مواد نسوز نظامی استفاده کرد. از آن زمان به بعد مانند سایر روش های ریخته گری، چسب مورد استفاده و روش تولید قالب به طور گسترده توسعه یافت. بر این اساس، درخواست های ثبت اختراع زیادی وجود داشت و بسیاری از اطلاعات فنی توسط پتنت روش ریخته گری شاو به ثبت رسید. زمانی که کیفیت یا دقت ابعادی و تولید قطعات ریخته گری با عیوب کمتر نیاز است، استفاده از این روش ریخته گری ایده خوبی به نظر می رسد. در این مقاله سعی شده است تا عوامل مختلف در تولید قالبها و قطعات جهت ریخته گری چدن به روش شاو بررسی شود. می خواهیم در مورد فرآیند تولید چسب، مواد نسوز و ساخت قالب و همچنین مهندسی فلزات و ابعاد ریختهگری بیشتر بدانیم. کیفیت محصولات تولید به این روش به دقت مورد بررسی قرار خواهد گرفت.ماده قالب شامل پودر نسوز ریزدانه، چسب اتیل سیلیکات مایع، و انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 3
 مهندس هاروتوشی یاماموتو تجربیات خود را در زمینه فرآیند شاو در مقاله ای عنوان کرده که در این مقاله این تجربیات را در اختیار شما قرار خواهیم داد. بدون تردید این مقاله به این امید نوشته شده که با بیان پیشینه تاریخی و تکنیک های 60 سال پیش کمکی به متخصصان جوان داشته باشد. در زیر، میخواهم کارهایی را که در 35 سال گذشته، از تحقیقات فارغالتحصیلی تا بازنشستگی، بر ایشان در صنعت ریختهگری تأثیر گذاشته است، به ترتیب زمانی توضیح دهیم.تاریخچهفرآیند Shaw توسط Riken Biston Ring Industries Co., Ltd. (در حال حاضر Riken Co., Ltd.) از شرکت انگلیسی ShawProcess در سال 1957 به ژاپن معرفی شد. تقریباً در همان زمان، شرکت های زیادی از جمله شرکت Toyota Motor Corporation، Nissan Motor Co., Ltd.، Toyo Kogyo Kubota Iron Works، Tokyo Foundry Co, Ltd.، Showa Aircraft Corporation و Gifu Seiki Co. Ltd این فناوری را معرفی کردند. این روش ریخته گری یک نوع روش ریخته گری دقیق است و ویژگی های آن عبارتند از: نیازی به مدل مومی ندارد.مانند قالب ماسه از نوع دو تکه است.از لحاظ نظری، هیچ محدودیتی برای ابعاد ریخته گری وجود ندارد. (اگر دقت ابعاد را در نظر بگیرید، به طور واقع بینانه به محصولات نسبتاً کوچک محدود می شود.)معایب آن هم به شرح زیر است:دقت ابعادی در راستای خط جدایش کاهش می یابد.خط جدایش تمایل دارد روی سطح ریخته گری ظاهر شوند.در برخی از آلیاژها ممکن است عیوب سطحی نمایان شود.مواد قالب گیری گران است.و غیرهبسته به شکل محصول ریخته گری، به عنوان مثال، در قالبی که فقط قالب پایینی به ویژگی های ریخته گری دقیق نیاز دارد، می توان از این روش استفاده کرد و مشکلی به وجود نمی آید. دلیل اینکه بسیاری از خودروسازان و قالبسازان ا انتقال حرارت در ریخته گری دقیق...
مهندس هاروتوشی یاماموتو تجربیات خود را در زمینه فرآیند شاو در مقاله ای عنوان کرده که در این مقاله این تجربیات را در اختیار شما قرار خواهیم داد. بدون تردید این مقاله به این امید نوشته شده که با بیان پیشینه تاریخی و تکنیک های 60 سال پیش کمکی به متخصصان جوان داشته باشد. در زیر، میخواهم کارهایی را که در 35 سال گذشته، از تحقیقات فارغالتحصیلی تا بازنشستگی، بر ایشان در صنعت ریختهگری تأثیر گذاشته است، به ترتیب زمانی توضیح دهیم.تاریخچهفرآیند Shaw توسط Riken Biston Ring Industries Co., Ltd. (در حال حاضر Riken Co., Ltd.) از شرکت انگلیسی ShawProcess در سال 1957 به ژاپن معرفی شد. تقریباً در همان زمان، شرکت های زیادی از جمله شرکت Toyota Motor Corporation، Nissan Motor Co., Ltd.، Toyo Kogyo Kubota Iron Works، Tokyo Foundry Co, Ltd.، Showa Aircraft Corporation و Gifu Seiki Co. Ltd این فناوری را معرفی کردند. این روش ریخته گری یک نوع روش ریخته گری دقیق است و ویژگی های آن عبارتند از: نیازی به مدل مومی ندارد.مانند قالب ماسه از نوع دو تکه است.از لحاظ نظری، هیچ محدودیتی برای ابعاد ریخته گری وجود ندارد. (اگر دقت ابعاد را در نظر بگیرید، به طور واقع بینانه به محصولات نسبتاً کوچک محدود می شود.)معایب آن هم به شرح زیر است:دقت ابعادی در راستای خط جدایش کاهش می یابد.خط جدایش تمایل دارد روی سطح ریخته گری ظاهر شوند.در برخی از آلیاژها ممکن است عیوب سطحی نمایان شود.مواد قالب گیری گران است.و غیرهبسته به شکل محصول ریخته گری، به عنوان مثال، در قالبی که فقط قالب پایینی به ویژگی های ریخته گری دقیق نیاز دارد، می توان از این روش استفاده کرد و مشکلی به وجود نمی آید. دلیل اینکه بسیاری از خودروسازان و قالبسازان ا انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 2
 پمپ یکی از مهم ترین اجزای مورد استفاده در صنعت می باشد. پمپ های گریز از مرکز بیشترین کاربرد را در بین پمپ های صنعتی دارد. دغدغه اصلی پمپ سازان در ساخت پمپ ها، افزایش هر چه بیشتر بازدهی پمپ می باشد. مهم ترین قطعه به کار رفته در پمپ ها پروانه آن می باشد. در واقع می توان قلب پمپ را پروانه آن در نظر گرفت. جهت افزایش بهره وری پمپ، هرچه دقت ابعادی و صافی سطح پروانه بهتر باشد، بازدهی پمپ بالاتر خواهد بود. معمول ترین روش تولید پروانه پمپ، ریخته گری است. جهت افزایش دقت ساخت پروانه پمپ، از روش های ریخته گری دقیق استفاده می شود. در این صورت بازدهی پمپ 3 تا 7 درصد افزایش خواهد داشت. معمولا با ساخت مدل مومی و ساخت قالب سرامیکی پوسته ای به روش Invetment اقدام به ساخت قالب ریخته گری دقیق جهت ریخته گری پروانه می کنند. در این روش کیفیت خوبی خواهیم داشت اما معایبی نیز داردکه در ادامه بیان می شود:بالا بودن هزینه تجهیزاتدر روش ریخته گری لایه نشانی سرامیکی با مدل مومی به تجهزات زیادی مورد نیاز است. تجهیزاتی از قبیل دستگاه تزریق موم، پاتیل دوغاب سرامیکی، دستگاه ماسه پاش، دستگاه موم زدا، تجهیزات مربوط به خارج کردن قطعه از قالب سرامیکی و... .بالا بودن هزینه مواد مصرفیبرای لایه نشانی سرامیک، می بایست دوغاب سرامیکی درست کرده و درختچه مومی را درون آن غوطه ور کنیم. در صورتی که ظرفیت تولید کم باشد، دوغاب ساخته شده به مرور زمان فاسد می شود و دیگر قابلیت استفاده ندارد. حال اگر قطعه بزرگ باشد، نیاز به پاتیل بزرگتر و دوغاب بیشتر است.بالا بودن ساخت قالب تزریق مومساخت قالب تزریق موم بسیار گران است و برای تعداد کم به صرفه نیست. قالب تزریق حتما می بایست فلزی باشد. در مواردی از چاپ سه بعدی استفاده می کنند. با ا انتقال حرارت در ریخته گری دقیق...
پمپ یکی از مهم ترین اجزای مورد استفاده در صنعت می باشد. پمپ های گریز از مرکز بیشترین کاربرد را در بین پمپ های صنعتی دارد. دغدغه اصلی پمپ سازان در ساخت پمپ ها، افزایش هر چه بیشتر بازدهی پمپ می باشد. مهم ترین قطعه به کار رفته در پمپ ها پروانه آن می باشد. در واقع می توان قلب پمپ را پروانه آن در نظر گرفت. جهت افزایش بهره وری پمپ، هرچه دقت ابعادی و صافی سطح پروانه بهتر باشد، بازدهی پمپ بالاتر خواهد بود. معمول ترین روش تولید پروانه پمپ، ریخته گری است. جهت افزایش دقت ساخت پروانه پمپ، از روش های ریخته گری دقیق استفاده می شود. در این صورت بازدهی پمپ 3 تا 7 درصد افزایش خواهد داشت. معمولا با ساخت مدل مومی و ساخت قالب سرامیکی پوسته ای به روش Invetment اقدام به ساخت قالب ریخته گری دقیق جهت ریخته گری پروانه می کنند. در این روش کیفیت خوبی خواهیم داشت اما معایبی نیز داردکه در ادامه بیان می شود:بالا بودن هزینه تجهیزاتدر روش ریخته گری لایه نشانی سرامیکی با مدل مومی به تجهزات زیادی مورد نیاز است. تجهیزاتی از قبیل دستگاه تزریق موم، پاتیل دوغاب سرامیکی، دستگاه ماسه پاش، دستگاه موم زدا، تجهیزات مربوط به خارج کردن قطعه از قالب سرامیکی و... .بالا بودن هزینه مواد مصرفیبرای لایه نشانی سرامیک، می بایست دوغاب سرامیکی درست کرده و درختچه مومی را درون آن غوطه ور کنیم. در صورتی که ظرفیت تولید کم باشد، دوغاب ساخته شده به مرور زمان فاسد می شود و دیگر قابلیت استفاده ندارد. حال اگر قطعه بزرگ باشد، نیاز به پاتیل بزرگتر و دوغاب بیشتر است.بالا بودن ساخت قالب تزریق مومساخت قالب تزریق موم بسیار گران است و برای تعداد کم به صرفه نیست. قالب تزریق حتما می بایست فلزی باشد. در مواردی از چاپ سه بعدی استفاده می کنند. با ا انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 18
پمپ یکی از مهم ترین اجزای مورد استفاده در صنعت می باشد. پمپ های گریز از مرکز بیشترین کاربرد را در بین پمپ های صنعتی دارد. دغدغه اصلی پمپ سازان در ساخت پمپ ها، افزایش هر چه بیشتر بازدهی پمپ می باشد. مهم ترین قطعه به کار رفته در پمپ ها پروانه آن می باشد. در واقع می توان قلب پمپ را پروانه آن در نظر گرفت. جهت افزایش بهره وری پمپ، هرچه دقت ابعادی و صافی سطح پروانه بهتر باشد، بازدهی پمپ بالاتر خواهد بود. معمول ترین روش تولید پروانه پمپ، ریخته گری است. جهت افزایش دقت ساخت پروانه پمپ، از روش های ریخته گری دقیق استفاده می شود. در این صورت بازدهی پمپ 3 تا 7 درصد افزایش خواهد داشت. معمولا با ساخت مدل مومی و ساخت قالب سرامیکی پوسته ای به روش Invetment اقدام به ساخت قالب ریخته گری دقیق جهت ریخته گری پروانه می کنند. در این روش کیفیت خوبی خواهیم داشت اما معایبی نیز داردکه در ادامه بیان می شود:بالا بودن هزینه تجهیزاتدر روش ریخته گری لایه نشانی سرامیکی با مدل مومی به تجهزات زیادی مورد نیاز است. تجهیزاتی از قبیل دستگاه تزریق موم، پاتیل دوغاب سرامیکی، دستگاه ماسه پاش، دستگاه موم زدا، تجهیزات مربوط به خارج کردن قطعه از قالب سرامیکی و... .بالا بودن هزینه مواد مصرفیبرای لایه نشانی سرامیک، می بایست دوغاب سرامیکی درست کرده و درختچه مومی را درون آن غوطه ور کنیم. در صورتی که ظرفیت تولید کم باشد، دوغاب ساخته شده به مرور زمان فاسد می شود و دیگر قابلیت استفاده ندارد. حال اگر قطعه بزرگ باشد، نیاز به پاتیل بزرگتر و دوغاب بیشتر است.بالا بودن ساخت قالب تزریق مومساخت قالب تزریق موم بسیار گران است و برای تعداد کم به صرفه نیست. قالب تزریق حتما می بایست فلزی باشد. در مواردی از چاپ سه بعدی استفاده می کنند. با ا انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 10
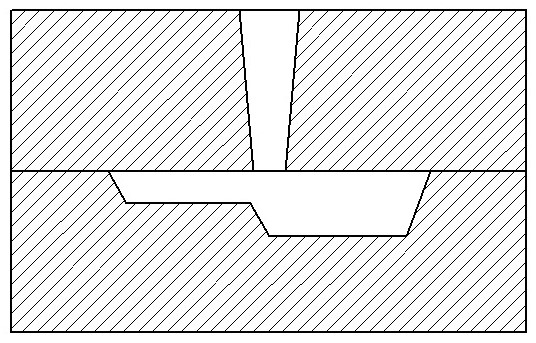
 همانطور که قبلا نیز گفته شد، روش شاو یکی از روش های قالب گیری سرامیکی جهت ریخته گری فلزات می باشد. در این روش دوغاب سرامیکی به صورت دوغابی درون قالب ریخته می شود. پس از ژل شدن چسب مورد استفاده، به راحتی از قالب جدا شده و برای سوزاندن و پخت آماده می شود. با این وجود استحکام قبل از پخت قالب جهت جابجایی اهمیت دارد. در ادامه به بیان روش های استحکام بخشی به سرامیک خام می پردازیم.در شرایطی که قالب نیاز به حرارت دیدن تا دمای بالاتر نداشته باشد به راحتی می توان از قانجاق فازی جهت استحکام بخشی استفاده نمود. قالب های ماسه ای را به راحتی می توان با این روش استحکام بخشید. در این حالت قانجاق فلزی همانند آرماتور عمل کرده و استحکام لازم را فراهم می کند.اما برای قالب های سرامیکی از این قانجاق ها نمی توان استفاده نمود علت این امر هم اختلاف انبساط حرارتی فلز و سرامیک می باشد. در دمای بالا فلز انبساط بیشتری نسبت به سرامیک خواهد داشت که باعث شکستن قالب سرامیکی خواهد شد. بنابراین می بایست به دنبال راه حل دیگری برای استحکام بخشی خام قالب سرامیک بود.هنگامی که سرامیک پخت می شود، با زینتر شدن سرامیک استحکام آن بالا رفته و به راحتی می توان از آن در قالب ریخته گری استفاده نمود. اما قبل از پخت باید در حمل و نقل و در آوردن سرامیک از درون مدل یا جعبه ماهیچه دقت شود. خصوصا در مقاطع نازک قالب که تمرکز تنش بیشتر بوده و احتمال تنش وجود دارد. در صورت امکان با تغییراتی در طراحی مقاطع نازک را می بایست تقویت نمود. حتی با اصلاح نشیمن قالب سرامیکی می توان از شکستن و ایجاد تنش اضافی خودداری نمود.البته در مورد قالب های شاو به دلیل استفاده از قالب پشتیبان، می توان قانجاق را در قالب پشتیبان ماسه ای جاسازی نمود. اما د انتقال حرارت در ریخته گری دقیق...
همانطور که قبلا نیز گفته شد، روش شاو یکی از روش های قالب گیری سرامیکی جهت ریخته گری فلزات می باشد. در این روش دوغاب سرامیکی به صورت دوغابی درون قالب ریخته می شود. پس از ژل شدن چسب مورد استفاده، به راحتی از قالب جدا شده و برای سوزاندن و پخت آماده می شود. با این وجود استحکام قبل از پخت قالب جهت جابجایی اهمیت دارد. در ادامه به بیان روش های استحکام بخشی به سرامیک خام می پردازیم.در شرایطی که قالب نیاز به حرارت دیدن تا دمای بالاتر نداشته باشد به راحتی می توان از قانجاق فازی جهت استحکام بخشی استفاده نمود. قالب های ماسه ای را به راحتی می توان با این روش استحکام بخشید. در این حالت قانجاق فلزی همانند آرماتور عمل کرده و استحکام لازم را فراهم می کند.اما برای قالب های سرامیکی از این قانجاق ها نمی توان استفاده نمود علت این امر هم اختلاف انبساط حرارتی فلز و سرامیک می باشد. در دمای بالا فلز انبساط بیشتری نسبت به سرامیک خواهد داشت که باعث شکستن قالب سرامیکی خواهد شد. بنابراین می بایست به دنبال راه حل دیگری برای استحکام بخشی خام قالب سرامیک بود.هنگامی که سرامیک پخت می شود، با زینتر شدن سرامیک استحکام آن بالا رفته و به راحتی می توان از آن در قالب ریخته گری استفاده نمود. اما قبل از پخت باید در حمل و نقل و در آوردن سرامیک از درون مدل یا جعبه ماهیچه دقت شود. خصوصا در مقاطع نازک قالب که تمرکز تنش بیشتر بوده و احتمال تنش وجود دارد. در صورت امکان با تغییراتی در طراحی مقاطع نازک را می بایست تقویت نمود. حتی با اصلاح نشیمن قالب سرامیکی می توان از شکستن و ایجاد تنش اضافی خودداری نمود.البته در مورد قالب های شاو به دلیل استفاده از قالب پشتیبان، می توان قانجاق را در قالب پشتیبان ماسه ای جاسازی نمود. اما د انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 11
تضمین کیفیت در تولید ریخته گری فولاد برای اطمینان از ثبات و برتری در محصول نهایی بسیار مهم است. تولیدکنندگان از استراتژی ها و فرآیندهای مختلفی برای حفظ استانداردهای با کیفیت بالا در طول چرخه تولید استفاده می کنند. در اینجا چند روش کلیدی مورد استفاده توسط سازندگان برای اطمینان از تضمین کیفیت در تولید ریخته گری فولاد وجود دارد که در ادامه به آن می پردازیم.طراحی و مهندسی: فرآیند با طراحی و مهندسی دقیق شروع می شود. سازندگان برای توسعه طرح های ریخته گری قوی با مهندسان و طراحان همکاری نزدیک دارند و اطمینان حاصل می کنند که محصول با مشخصات و استانداردهای عملکرد مورد نیاز مطابقت دارد. این شامل انتخاب مواد مناسب، تعیین سیستم دروازه و بهینه سازی فرآیند ریخته گری می باشد .انتخاب مواد اولیه: مواد خام با کیفیت بالا برای تولید ریخته گری فولادی سازگار و عالی ضروری است. تولیدکنندگان به دقت مواد خام را از تامین کنندگان قابل اعتمادی که استانداردهای کیفیت خاصی را رعایت می کنند، انتخاب و تهیه می کنند. ترکیب شیمیایی، تمیزی و خواص مکانیکی مواد خام به طور کامل آزمایش و تأیید شده است.کیفیت قالب: هرچه قالب صافی سطح بهتری داشته باشد، قطعه ریخته شده نیز دقیق تر خواهد بود. این امر با ساخت قالب سرامیکی دقیق محقق خواهد شد.کنترل فرآیند: تولیدکنندگان کنترلهای سختگیرانهای را برای نظارت و کنترل هر مرحله از فرآیند ریختهگری اجرا میکنند. این شامل کنترل دما، دمای پیش گرم، رطوبت و سایر عوامل محیطی برای اطمینان از نتایج ثابت است. پارامترهای فرآیند، مانند دمای ریختن، زمان انجماد، و سرعت خنکسازی، به دقت کنترل میشوند و در صورت لزوم تنظیم میشوند تا کیفیت ریختهگری بهینه شود.تست کنترل کیفیت: آزمایش کنترل کیفیت م انتقال حرارت در ریخته گری دقیق...ادامه مطلب
ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 12
قالب های سرامیکی مورد استفاده در ریخته گری دقیق دارای این مزیت اند که تولید قطعات در آنها نسبت به سایر قالب هات دارای بیشترین دقت است. موقعیت نادری که در نتیجه استفاده طولانی از این فرایند در تولید قطعات نسبتا کوچک بوده که در آنها مسائل ابعادی به راحتی قابل تشخیص نمی باشد. قطعات ریخته شده توسط این فرآیند، دارای سطوح تمام شده بسیار عالی و نقوش و جزئیات ریز و تیز می باشد.اما وقتی از قالب های سرامیکی با اندازه های مورد استفاده در سایر فرآیندهای ریخته گری نظیر فرآیندهای دقیق مونتاژ ماهیچه تولید می گردند، مسائل ابعادی نیز به مقیاس مشابهی رشد می نمایند که با توجه به عملیات چندگانه در تولید قالب های سرامیکی که هر کدام دارای مقداری خطا باشند، چندان تعجب انگیز نیست. یکی از این عملیات ها تزریق موم درون قالب های آلومینیومی است که دمای موم و قالب بر روی مدل مومی تاثیر می گذارد. دمای تانک دوغاب و اتاقک خشک کننده هم بر تشکیل پوسته تاثیر مشابهی دارند. سوزاندن سرامیک ها که با ایجاد باند باعث مقداری انقباض می گردند و دمای قالب و فلز در زمان ریخته گری نیز از دیگر عوامل تاثیر گذار هستند. طی زمانی که فلز مذاب در داخل قالب قرار می گیرد، قالب در اثر نرم شدن دچار خزش شده که اغلب منجر به باد کردن یا سایر اعوجاجات قطعه می گردد.ویژگی های انبساطی مواد مختلف پوسته سرامیکی، با مقادیر مختلف سیلیس دستخوش تغییر می گردد. در مورد قالب های فرآیند شاو به جای پوسته های سرامیکی یک تکه، بلوکه های دو تکه به صورت رویی و زیری تولید می شوند. در این قالب ها می توان نشان داد که ابعاد خطی قالب، به اندازه زیادی به وسیله زمان و دمای سوزاندن، ترکیب سرامیک و اندازه قطعه ای که تولید می گردد، تحت تاثیر قرار می گیرند.در این م انتقال حرارت در ریخته گری دقیق...ادامه مطلب
ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 24
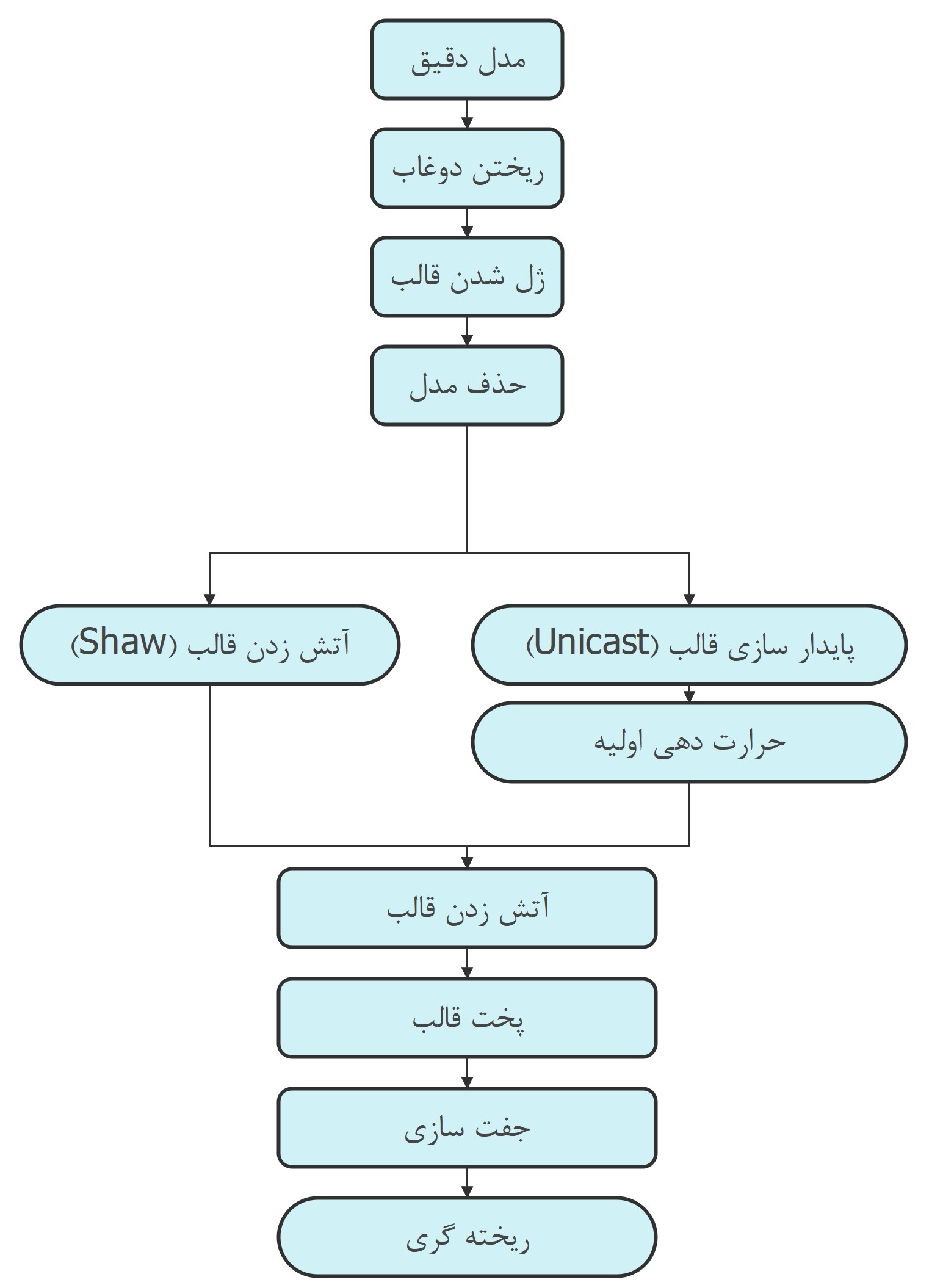
 مقدمهروش شاو برای ریخته گری دقیق در قالب های سرامیکی استفاده می شود. این روش در انگلستان (در سال 1951) توسط دو برادر به نام های نوئل و کلیفورد شاو به ثبت رسید و به سرعت در خارج از انگلستان کاربرد وسیعی یافت.قالب سرامیکی شاو با صافی سطح بسیار خوب، پایداری ابعادی بالا، مقاومت در برابر شوک های حرارتی شناخته می شود. همچنین در هنگام ریختن، انجماد و سرد شدن قطعات ریخته گری هیچ گازی از خود ساطع نمی کند. خواص فوق، امکان تولید قطعات با دقت ابعادی بالا و صافی سطح اولیه خوب را فراهم می کند. این امر، روش شاو را در کنار سایر روش های ریخته گری، پرچم دار روش های ریخته گری دقیق قرار می دهد.در این روش ژل سرامیکی با ترکیب مواد نسوز ریزدانه و چسب اتیل سیلیکات به عنوان چسبنده به همراه عامل ژل ساز تشکیل می شود. در طول سخت شدن (انجماد)، ماسه قالب گیری از حالت مایع به حالت جامد تغییر فاز می دهد. سپس خاصیت ارتجاعی و انعطاف پذیری بالایی از خود نشان می دهد که شبیه به لاستیک سخت است. این ژل امکان جدا کردن مدل را بدون ایجاد تغییر شکل قالب، حتی در مورد مدلهای بدون شیب ریختهگری یا با شیب جزئی در جهت مخالف، ممکن میسازد. در عین حال، مواد قالب گیری دارای استحکام کافی برای انجام عملیات انتقال، چرخش و قرار دادن قالب می باشد.تثبیت کامل قالب سرامیکی شامل حذف الکل، آب و سایر مواد فرار از ژل است. برای این منظور، قالب را جهت سوزاندن الکل آتش زده و سپس آن را در کوره آنیل می کنند. قالب تهیه شده آماده ذوب ریزی است. در قالب سرد یا گرم امکان ذوب ریزی وجود دارد.شبکه ای از ریز ترک ها در قالب طی سوزاندن اولیه الکل و تبخیر آب در قالب های ساخته شده با روش شاو ایجاد می شود. این پدیده سینرژی یا هم افزایی نامیده می شود. تر انتقال حرارت در ریخته گری دقیق...
مقدمهروش شاو برای ریخته گری دقیق در قالب های سرامیکی استفاده می شود. این روش در انگلستان (در سال 1951) توسط دو برادر به نام های نوئل و کلیفورد شاو به ثبت رسید و به سرعت در خارج از انگلستان کاربرد وسیعی یافت.قالب سرامیکی شاو با صافی سطح بسیار خوب، پایداری ابعادی بالا، مقاومت در برابر شوک های حرارتی شناخته می شود. همچنین در هنگام ریختن، انجماد و سرد شدن قطعات ریخته گری هیچ گازی از خود ساطع نمی کند. خواص فوق، امکان تولید قطعات با دقت ابعادی بالا و صافی سطح اولیه خوب را فراهم می کند. این امر، روش شاو را در کنار سایر روش های ریخته گری، پرچم دار روش های ریخته گری دقیق قرار می دهد.در این روش ژل سرامیکی با ترکیب مواد نسوز ریزدانه و چسب اتیل سیلیکات به عنوان چسبنده به همراه عامل ژل ساز تشکیل می شود. در طول سخت شدن (انجماد)، ماسه قالب گیری از حالت مایع به حالت جامد تغییر فاز می دهد. سپس خاصیت ارتجاعی و انعطاف پذیری بالایی از خود نشان می دهد که شبیه به لاستیک سخت است. این ژل امکان جدا کردن مدل را بدون ایجاد تغییر شکل قالب، حتی در مورد مدلهای بدون شیب ریختهگری یا با شیب جزئی در جهت مخالف، ممکن میسازد. در عین حال، مواد قالب گیری دارای استحکام کافی برای انجام عملیات انتقال، چرخش و قرار دادن قالب می باشد.تثبیت کامل قالب سرامیکی شامل حذف الکل، آب و سایر مواد فرار از ژل است. برای این منظور، قالب را جهت سوزاندن الکل آتش زده و سپس آن را در کوره آنیل می کنند. قالب تهیه شده آماده ذوب ریزی است. در قالب سرد یا گرم امکان ذوب ریزی وجود دارد.شبکه ای از ریز ترک ها در قالب طی سوزاندن اولیه الکل و تبخیر آب در قالب های ساخته شده با روش شاو ایجاد می شود. این پدیده سینرژی یا هم افزایی نامیده می شود. تر انتقال حرارت در ریخته گری دقیق...ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 68
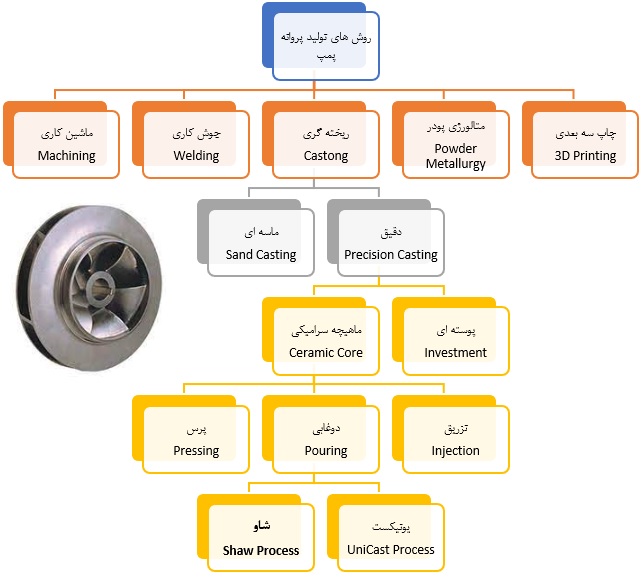
پروانه ها اجزای حیاتی پمپ ها هستند و وظیفه تولید جریان سیال را بر عهده دارند. بسته به عواملی مانند جنس پروانه، دقت مورد نیاز، پیچیدگی طراحی و حجم تولید، چندین فرآیند تولید برای تولید پروانه پمپ استفاده می شود. در اینجا یک نمای کلی از فرآیندهای مختلف تولید پروانه های پمپ، به همراه کاربرد آنها آورده شده است. در ادامه به بررسی روش های تولید پروانه خواهیم پرداخت.ریخته گری: ریخته گری یک فرآیند همه کاره مناسب برای ساخت پروانه هایی با اندازه ها و پیچیدگی های مختلف است. این به ویژه برای تولید پروانه های بزرگ با ویژگی های داخلی پیچیده مفید است. پروانه های ریخته گری می توانند از موادی مانند فولاد ضد زنگ، چدن یا برنز ساخته شوند. این فرآیند معمولاً زمانی استفاده می شود که دقت بالا، هندسه های پیچیده و حجم تولید بالا مورد نیاز باشد. با توجه به پیچیدگی پره ها علی الخصوص برای پروانه های بسته این روش بیشتر مورد استفاده قرار می گیرد. ریخته گری سرعت و دقت را با هزینه کمتر فراهم می کند. در شرایطی که صافی سطح اهمیت داشته باشد، از انواع روش های ریخته گری دقیق برای تولید پروانه می توان بهره گرفت.ماشینکاری: ماشینکاری شامل برداشتن مواد از یک بلوک جامد فلزی برای ایجاد پروانه است. این فرآیند برای پروانه های کوچک تا متوسط مناسب است و به دلیل دقت آن شناخته شده است. ماشینکاری زمانی ترجیح داده می شود که دقت ابعادی بالا و تلورانس های دقیق لازم باشد. اغلب برای کاربردهای تخصصی که نیاز به پرداخت سطح برتر و کنترل هندسی محکم دارند استفاده می شود. البته باید امکان ماشین کاری وجود داشته باشد. در مورد پروانه بسته با دهنه باریک ممکن است امکان ماشینکاری وجود نداشته باشد. ضمن این که زمان تولید نسبت به ریخته گری بی انتقال حرارت در ریخته گری دقیق...ادامه مطلب
ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 37
مهمترین بخش تولید قطعه دقیق ریخته گری تولید قالب سرامیکی می باشد. چسب مورد استفاده در قالب سرامیکی روش شاو، پایه الکل بوده و توسط فرآیند ژل سازی تولید می شود. علاوه بر تولید محلول قالب به روش شاو روش های دیگری نیز برای تولید قطعات گوناگون با کاربردهای مختلف مورد استفاده قرار می گیرد. در این توشتار سعی شده به طور خلاصه این روش ها و کاربرد هر یک یبان شود. در این صورت علاوه بر آشنایی بیشتر با فرآیند، امکان استفاده از روش های دیگر برای تولید قالب های دقیق نیز فراهم می شود.کاربرد اتیل سیلیکات ژلی در پوشش دهی و ساخت قطعات سرامیکی و شیشه می باشد. به عنوان مثال، شکل های خاص را می توان به طور مستقیم از ژل بدست آورد. مواردی از جمله مونولیت، لایه، فیبر و ذره را می توان از ژل اتیل سیلیکات بدست آورد. روش قالب گیری سرامیکی جهت تولید قالب های نسوز سرامیکی یکی از کاربردهای مهم این نوع بایندر در تولید قطعات بزرگ تر می باشد. در ادامه به توضیح بیشتر در این زمینه می پردازیم.مزیت استفاده از اتیل سیلیکات در پایین بودن دمای فرآیند می باشد. اما این روش دارای معایبی هم هست. یکی از آن ها گران بودن مواد اولیه است. همچنین حساسیت به دما و رطوبت از دیگر معایب آن است. از این رو در برخی کاربردها باید در محیط خشک به کار برده شود(مثلا اتمسفر خنثی در محفظه دستکش دار). انقباض شدید ژل در حین مراحل خشک کردن و تف جوشی، امکان کنترل ابعادی قطعات های بزرگ را دشوار می سازد. غالبا خشک کردن ژل های مونولیتی ضخیم تر از چند میلیمتر یا لایه های ضخیم از 1 میکرو متر بدون ترک خوردن دشوار است. هرچند در مورد قالب های سرامیکی جهت ریخته گری قطعات فلزی همین ترک ها مزیت این روش در کمک به خروج گاز است. بنابراین از فرآیند ژل سرامیکی انتقال حرارت در ریخته گری دقیق...ادامه مطلب
ما را در سایت انتقال حرارت در ریخته گری دقیق دنبال می کنید
برچسب : نویسنده : shaw-process بازدید : 33